Hong Kong, China-Reverse Osmosis Water Purification System for Food Factory
This is a 1-stage RO(reverse osmosis) plant, capacity: 0.5ton/h, with a 1-ton volume water tank, which can meet the demand of water consumption in a small food processing factory. It’s made of a stainless steel frame and weighs 300kg, making it still convenient to transport, install, and manage.
- Project: 500LPH reverse osmosis filtration plant for food factory
- Processing capacity: 500L/H
- Desalination rate: ≥99%
- Recovery rate: 50%-75%
- Raw water: re water, TDS: 1900ppm
- Product water: High purity sterile water for food processing, TDS: ≤20ppm
- Pretreatment: Sand filter+carbon filter+scale inhibitor+1um micron filter
- RO module: 2*Vontron LP21-4040 membrane+UV sterilizer
- Valve: Runxin timer automatic
- Pump: CNP
- Controller: Siemens PLC
- Power consumption: 2.15KW max
- Warranty: 2 years
Inlet water limits
- Max operating pressure: 600psi(4.13MPa)
- Temperature: 5-45°C (113°F)
- Max chlorine concentration: 0.1mg/L
- Max feed flowrate: 3.6 m3/hr(16.0gpm)*2
- Max feed turbidity: 1.0 NTU
- Max feed SDI (15 minutes): 5.0
- Feed pH range ( nominal): 2.0-11.0



 Kuwait – Containerized Seawater Desalination System 20TPH
Kuwait – Containerized Seawater Desalination System 20TPH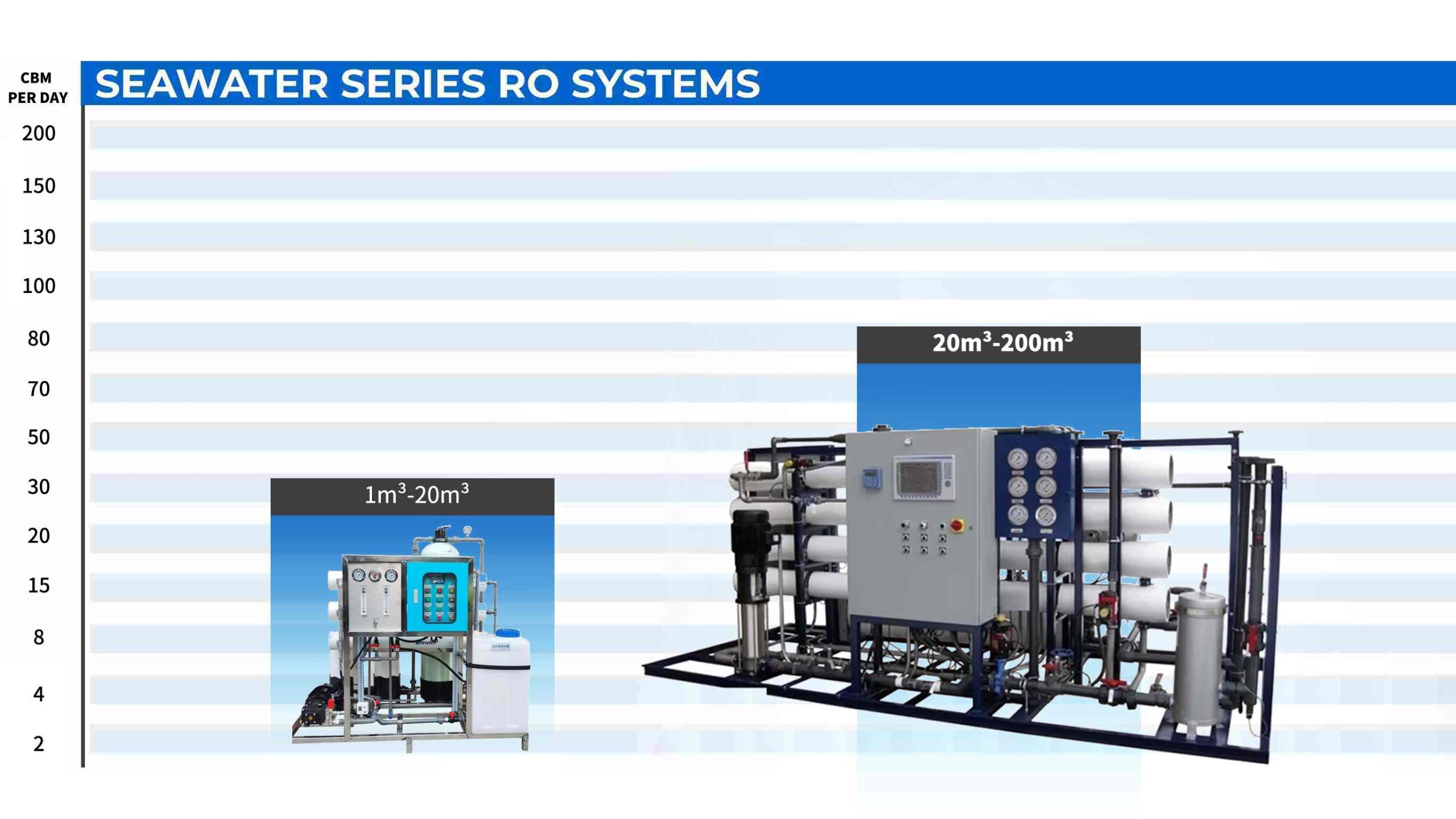 Seawater Desalination Machine
Seawater Desalination Machine Containerized Seawater Desalination System
Containerized Seawater Desalination System Seawater Desalination System
Seawater Desalination System Small/Marine Watermaker Systems
Small/Marine Watermaker Systems RO EDI(Electrodeionization) Water Treatment System
RO EDI(Electrodeionization) Water Treatment System Media Filter
Media Filter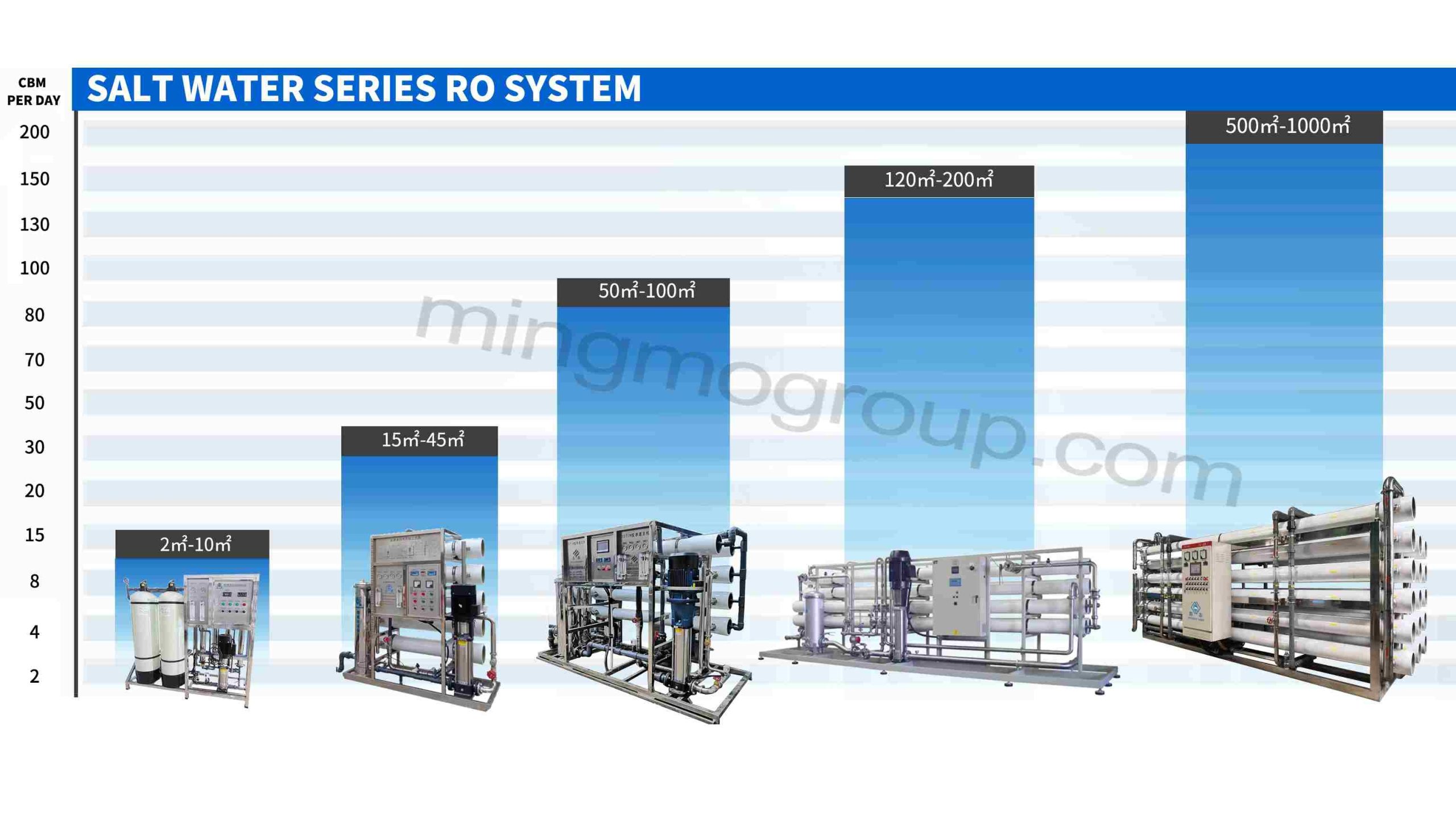 Brackish Water Reverse Osmosis Treatment System
Brackish Water Reverse Osmosis Treatment System